







大型儲罐焊接技術的質量要求與控制
發布時間:
2017-06-07
大型儲罐焊接技術的質量要求與控制
摘要:文章通過對某大型儲罐施工經驗的總結,闡述了儲罐焊接施工前的準備工作與預制組裝的控制和要求,并結合焊接施工的技術措施,總結出了大型儲罐焊接質量控制須掌握的一些方法和步驟。
關鍵詞:大型儲罐;焊接;質量要求
0 工程概況
某油庫原油儲罐建設工程中的50000m3原油儲罐,直徑60m,高度19.39m;罐底中幅板材質為Q235B,厚度10mm;邊緣板材質為Q345R,厚16mm;壁板下7圈材質為Q345R,厚度依次為10mm、11mm、14mm、18mm、22mm、26mm、30mm;最頂層材質為Q235B,厚度10mm。工程焊接施工難度大,各部位組裝尺寸要求嚴格,如不采取有效的控制措施,將產生較多的焊接缺陷和變形。為保證本工程焊接質量,制定了完善的質量控制措施。
1 焊前準備
1.1 焊接材料質量控制
焊接材料是儲罐安裝焊接質量保證的基本條件。焊接材料的質量和正確使用,影響到儲罐安裝的施工進度、質量和成本。用于儲罐焊接的焊材必須為符合國家標準、正規生產廠家生產的產品,具有合格證書和清晰、牢固的標志。產品經自檢、監理檢驗合格后,按照焊材管理制度進行保管、烘干、發放、使用和回收。
1.2 焊接設備控制
儲罐焊接所需的CO2氣體保護焊機、手弧焊機、氣電立焊機、埋弧焊機及焊材烘干設備應完好,性能可靠穩定。焊接設備的電壓表、電流表是焊接參數的計量儀表,直接影響焊接操作,必須保證其檢驗合格。必須加強管理焊接設備,定期保養和檢驗,并做好記錄。
2 預制與組裝的控制和要求
2.1 預制質量控制
鋼板切割前加強對鋼板外觀質量檢查,檢測其厚度是否合格,經報驗監理合格后方可切割。放置鋼板時,按照材料管理辦法杜絕其落地,防止鋼板本身發生變形和生銹腐蝕。
2.1.1 底板預制質量的控制
罐底板切割時必須保證底板的平整度,以確保下料精度。長、寬、對角線偏差控制在±1mm之內。對每張板進行檢查編號,并做好記錄。將切割產生的不合格板與合格板分開,以便不合格板用于切割與邊緣板對接的異形中幅板。
2.1.2 壁板預制質量控制
壁板切割時,嚴格按照技術交底的要求切割,其長、寬、對角線偏差控制在±1mm之內,對每張板進行“四檢制”檢查,編號并做好記錄。切割產生的不合格鋼板按照相應的焊接工藝對其進行補焊再重新切割。鋼板滾弧質量將直接影響壁板的焊接質量,對板厚δ≥26mm的厚板,一旦滾弧產生扭曲,組裝時很難取得好的垂直度和橢圓度,從而影響焊接質量。因此,在預制加工壁板時,滾弧曲率一定要準確,杜絕一次滾弧成形。對于壁板曲率可用弧形樣板檢查,最好使壁板曲率控制在0~3mm。
2.2 組裝質量控制
2.2.1 底板組裝質量控制
大型儲罐罐底的施工,好的排版不僅可以減少工作量,節省材料,還能控制焊接變形。該罐底板由中幅板和邊緣板兩部分組成,所有焊縫均為對接焊縫且焊縫下都有100mm×5mm或100mm×6mm的扁鋼墊板。
在鋪設墊板時,將長焊縫下面的墊板(位于T型焊縫下面的墊板)分段斷開,避免應力沿焊縫長度方向積累。墊板接頭處預留約10mm間隙且墊板只點焊,在底板焊接時保證墊板接頭可以脫開以抵消由于收縮造成的應力集中。改變后的墊板鋪設如圖1所示。
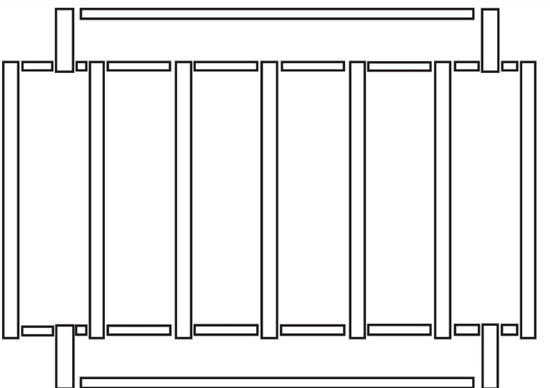
圖1 墊板鋪設
中幅板鋪設依照墊板位置進行,從中心向兩側對稱鋪設。先組對點焊短焊縫,長焊縫最后組對焊接,組對間隙保證為5mm,且分布均勻。
中幅板與邊緣板接觸部位焊縫稱為收縮縫,此處中幅板尺寸應較罐底直徑大1‰左右,待中幅板、邊緣板焊接以及罐底大角縫焊接完成后進行二次切割,然后組對焊接。
邊緣板按照所布墊板位置進行鋪設。邊緣板對接焊縫一側與墊板整道焊縫點焊,另一側只點焊外端400mm;且在焊縫內端加焊連接板保證焊縫間隙。邊緣板鋪設應注意盡量在當天鋪設組對完成,避免因晝夜溫差變化造成收縮移位。
2.2.2 壁板組裝質量控制
采用倒裝法施工大型儲罐,即先組裝最上層壁板。在保證單塊壁板切割尺寸合格的基礎上,依據技術交底進行組裝,間隙控制在5±1mm。立縫不用點焊,采用多功能組裝卡具來調節間隙和錯邊量,并采用圓弧板進行剛性固定,防止焊縫發生角變形,立縫上下點焊熄弧板和引弧板。每圈壁板焊接時預留一道立縫不組對焊接,待該圈壁板其余立縫焊接完成后再重新切割組對焊接,保證收縮余量。
3 焊接質量控制
3.1 底板焊接質量控制
儲罐底板焊接時,底板不進行剛性固定,鋼板始終處于自由狀態,能自由收縮以減少焊接應力。焊接時,由中心向外退焊,先焊接錯開的短焊縫,后焊接直通的長焊縫,使焊縫有較大的橫向收縮余地。預留收縮縫,待罐壁全部焊完后再焊接收縮縫。
中幅板的焊接工藝是CO2氣體保護焊打底一遍,碎焊絲+埋弧自動焊填充蓋面一遍。CO2焊熱輸入小,焊縫收縮量小,可減少和預防焊接變形,且填充蓋面一次完成減小了焊縫收縮量,焊接變形顯著減小。CO2焊打底焊接時,應保證打底層厚度不低于5mm,目的是防止埋弧自動焊大電流、高熱輸入焊接時燒穿墊板,并保證CO2焊絲與墊板的良好熔合以及表面呈內凹形,與兩側坡口圓滑過渡,確保罐底板埋弧焊蓋面時熔透。
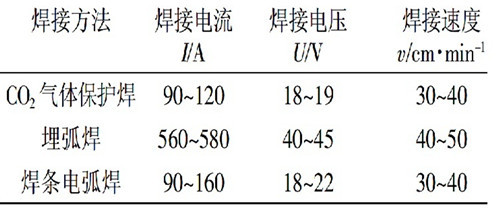
邊緣板先焊接外側300mm,一般采用焊條電弧焊;罐體大角縫焊接完成后再進行剩余部分的焊接。罐底板焊接參數如表1所示。
表1 罐底板焊接工藝參數
3.2 壁板立縫焊接質量控制
立縫焊接采用兩臺AT-DGL氣電立焊機異向同時施焊,焊縫通過正面的水冷銅滑塊和背面的水冷銅塊的冷卻作用可一次成形,焊縫美觀。氣電立焊采用直流反接,CO2氣體和藥芯焊絲的藥皮對熔池有保護作用,同時藥皮也避免了銅滑塊被熔池熔化產生粘連,保證了焊縫質量;焊絲在引弧板上穩定燃燒且焊縫成形均勻后再焊接壁板,最后在熄弧板上熄弧,待焊接完成后切除引、熄弧板,保證焊接接頭質量。
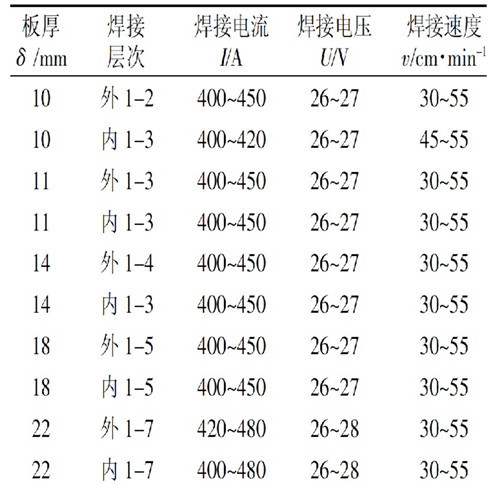
本工程中立縫的坡口要求為:板厚δ<26mm,均為V型坡口;板厚δ≥26mm,均為不對稱的X型坡口。因罐內均布液壓頂升裝置,氣電立焊機無法焊接厚板X型坡口的內側焊縫,厚板外側焊縫焊完后,內側焊縫采用焊條電弧焊。V型坡口氣電立焊機可一次焊接成形。焊接前用同等弧度的圓弧板對立縫進行剛性固定,有效地減少了焊接角變形。氣電立焊焊接參數如表2所示。
表2 氣電立焊工藝參數

3.3 壁板環縫焊接質量控制
環縫采用四臺AT-DGH埋弧橫焊機同向等速退焊。實踐證明,影響環縫焊接質量的關鍵因素是焊縫的組裝間隙、坡口形式和角度。采用不對稱K型坡口,不對稱大小根據板厚及內側清根量確定,本工程中環縫組裝間隙要求為0mm,這在現場安裝中難度大。在施工過程中組對間隙在0~1mm都能正常施焊,對于太大的間隙在外側采用焊條電弧焊封底,清理干凈后再進行埋弧焊。橫焊順序為先焊外側焊縫,每焊一層都要清理藥皮、夾渣,再填充、蓋面;外側焊完后,內側采用磨光機清根,磨光機清根可有效地清除外側焊接時產生的氣孔、夾渣等,而且能很好地控制坡口形狀。環縫焊接參數如表3所示。
3.4 大角縫焊接
大角縫焊接在底圈壁板縱縫焊完后進行。焊前,在罐壁內側設置若干個斜撐(相距1.5m為宜),用以控制角縫焊接引起的角變形對垂直度及收縮縫焊接的影響。先焊角縫外側,由多名焊工同向等速進行多層焊接,外側角縫焊完后再焊內側。(馬春豐)
下一頁
推薦新聞
2023-07-13
7月13日下午,按照集團黨委部署,總部黨支部在啟安大廈4樓學術中心開展“忠誠 干凈 擔當”主題黨日活動,近30名黨員、入黨積極分子參加活動。活動觀看了國防大學金一南教授所作的《忠誠 干凈 擔當》專題講座視頻,金教授從不同的角度闡述了忠誠度、干凈度和擔當精神這些重要品質的內涵與關聯,深入淺出地探討了企業黨員干部應當具備的品質,并列舉了一些富有啟示性的案例。黨員同志們認真聆聽、適時記錄。集團黨委書記、董事長殷煒東參加活動并作總結發言,他結合公司當前形勢和工作實際對忠誠、干凈、擔當做了新的解讀,要求黨員干部以身作則,牢記忠誠、守住底線、敢于擔當,在各自部門、崗位上帶領啟安員工,在集團公司勇克時艱、化危圖存、韌性發展中發揮更多正能量作用、腳踏實地做好各項工作。
2023-07-13
日前,集團公司成功中標上海鴻盛置業有限公司壹豐廣場商業綜合項目改造工程,中標金額超4.5億。該項目位于繁華的上海北外灘地區,主體建筑分為地下3層地上31層,此次改造工程主要包括土建、水電改造及批量精裝修、公區裝修,由集團金誠分公司負責施工。分公司負責人袁洪忠信心滿滿地表示:目前正在調集公司的精兵強將組建項目團隊,進場后將通過精心策劃、科學施工,高標準、嚴要求推進工程建設,確保把項目打造成精品工程,為集團公司韌性發展貢獻金誠力量
2023-07-12
7月6日—10日,集團金潤分公司委派質安部兩名工作人員駐扎082錢建東項目部施工的虹橋商務區東片區綜合改造市政配套二期工程--電力及配套工程航夏路(原迎賓六路)航油管道搬遷工程現場,對DN400航油管不停輸搬遷施工進行全程安全督導。本次施工屬于應急搶險,項目部采取安裝臨時旁通管不停輸帶壓鑲接施工工藝,需要在不影響虹橋機場機坪正常供油的前提下完成施工任務。面對工程作業時間緊、安全風險大等困難,金潤質安人員根據分公司負責人宋宏亮“下沉一線筑牢安全防線”要求,提前趕赴現場,仔細審查施工方案、現場安全措施和應急救援措施,參與項目部對每天的作業內容進行的施工及安全交底,對現場特種作業人員進行操作證的核查,兩位工作人員兩班倒全程蹲點督導,及時發現糾正現場施工中存在的不安全行為和安全隱患,經過連續96小時的奮戰,最終圓滿完成航油管線搬遷作業。
2023-07-06
7月6日上午,南通市副市長、啟東市委書記李玲蒞臨集團公司指導工作。集團黨委書記、董事長殷煒東,副總經理宋宏亮,總會計師郁承健等參加座談。殷煒東匯報了今年上半年公司發展的基本情況、優化經營結構方面所取得的成績、今后一段時期的工作思路及企業破解當前行業困局的工作舉措和應對之策。李玲書記對江蘇啟安為地方經濟社會發展所做出的貢獻給予充分肯定,她希望啟安集團堅守建筑安裝主業,保持定力、守住初心;在市場開拓中,選擇好賽道、不偏離主道,保持住良好的發展態勢。同時,她勉勵公司緊跟國家宏觀經濟政策和重點扶持政策的導向,著眼于企業的未來發展,通過深化與央企國企的合作,積蓄能量、借船出海、布局境外,為企業轉型升級、實現高質發展增添更多新動能。李玲書記還應邀參觀了集團公司“攜手同行”展示館,對展示館的品質給予高度評價。
2023-07-04
7月4日上午,江蘇省住房和城鄉建設廳、江蘇省統計局、江蘇省商務廳聯合發文《關于發布2022年度全省建筑業百強企業的通知》(蘇建建管〔2023〕91號),集團公司再次榮登百強企業建筑安裝類第一名。這是集團自2009年以來第14次位列榜首,系江蘇省建筑業唯一的“十四連冠”企業。
2023-07-04
7月1日起,集團公司參編的《機電安裝工程施工現場檢查用語及數據交換標準》正式實施。該標準系江蘇省安裝行業協會團體標準,由江蘇省建筑安全監督總站、江蘇省安裝行業協會主編,江蘇啟安建設集團有限公司等五家單位參編。標準旨在進一步規范省機電安裝工程安全監督行為,加強行業自律,推進施工現場安全監督信息化、標準化和智能化建設,引導施工企業完善標準、強化管理,為政府主管部門加強監管提供依據,在全國屬首創,意義重大。
2023-07-03
7月1日,啟東市委舉行慶祝建黨102周年座談會,對全市領航(服務)發展先進基層黨組織和先進個人進行表彰。集團公司黨委獲評“領航發展”先進基層黨組織,副總沈焱獲評“領航(服務)發展”先進個人。多年來,集團公司始終堅持黨的領導,充分發揮黨建引領作用,圍繞中心、服務大局,結合公司發展實際不斷探索,創新出“三同時”“三到位”“三結合”黨建糅合工作法,確保黨在非公經濟組織中的領導作用和核心地位,進一步發揮黨組織的戰斗堡壘、黨員的先鋒模范作用,為集團公司實現可持續高質發展提供了堅強有力的組織保證。
2023-07-03
為慶祝中國共產黨成立102周年,7月1日,集團金潤公司黨支部聯合蘇州公司黨支部組織黨員、入黨積極分子共30余人開展“傳承‘鐵軍’精神,增強富企愛國情懷”主題黨日活動。活動先后參觀了張聞天舊居、新四軍第六師師部舊址紀念館,通過一張張照片、一件件舊物,深刻感受到老一輩無產階級革命家雖身處硝煙彌漫的極端困難時代,依舊對黨忠誠、獻身于黨的事業的崇高情懷。期間,全體黨員面對莊嚴的黨旗進行了重溫入黨誓詞,莊重的宣誓讓每位黨員的思想接受了一次深刻的“洗禮”。集團黨委委員宋宏亮要求全體金潤員工汲取紅色力量,立足各自崗位、積極主動作為、奮力攻堅克難,為集團公司化危圖存、韌性發展持續貢獻金潤力量。






中文手機網站
英文手機網站
微信公眾號
新0A手機登錄二維碼
Copyright ? 2022 江蘇啟安建設集團有限公司